
热门关键词

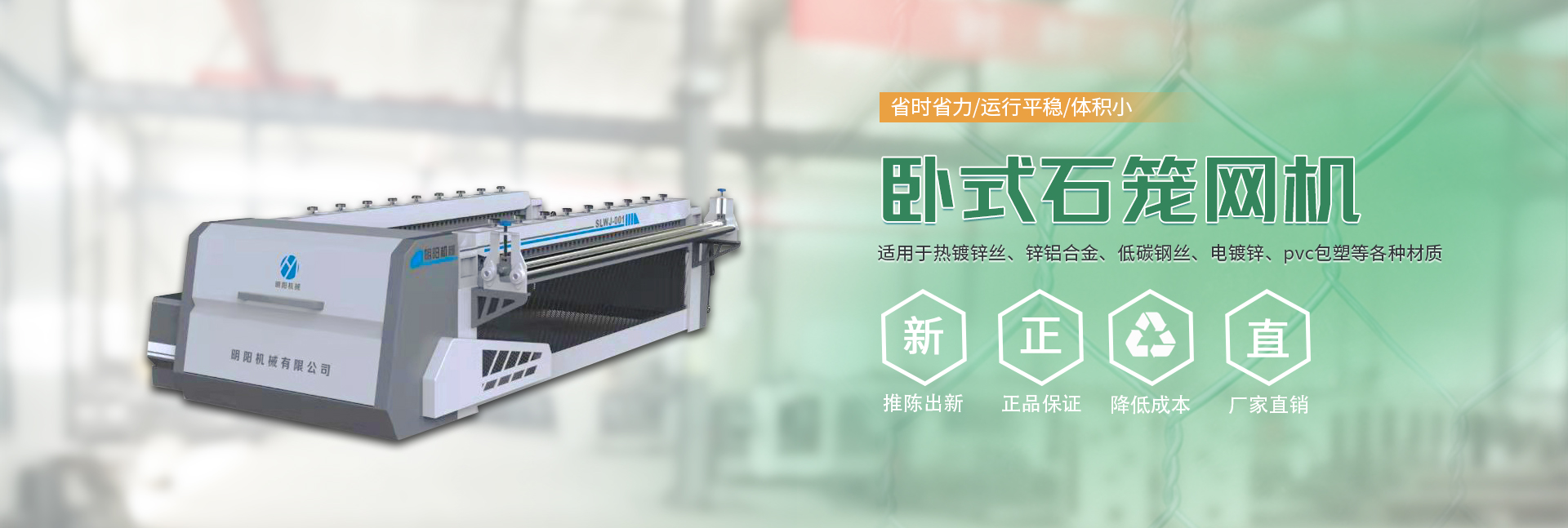

石笼网机购买关键就在于配对生产能力要求、确定丝距/网眼适配范畴、评定驱动方式及售后响应能力,需主要考察设备构造刚度、编制精密度稳定性与全生命周期成本。驱动形式配对:大批标件生产制造优先选择选齿轮传动(构造稳、维护保养简、成本费用低);多规格软性订制或小批量生产繁杂网型选伺服电机数控机床(度高、换规快
查看详情
聚酯六角网机是专门用于编制PET聚酯材料六角网的产业设备,借助正反面拧织造工艺,可制造出净重仅是传统式金属材料格宾网1/5的成品网,可在-50℃~150℃的极端恶劣环境下平稳应用,广泛用于海底养殖网箱、挡墙模具等场所。1.自动化技术配备级别好一点的聚酯六角网机需配置PLC数控机床、全自动送丝调直、断
查看详情
六角网机编织加筋格宾网,要在规范双绞合六边形钢丝网的编制环节中,沿竖直(或平行面)于表面方位同歩置入提升不锈钢丝(加筋丝)达到的,一般由机器在“任意位置正中间夹丝”作用进行。原材料提前准备:采用镀锌铁丝(孔径一般2.0–4.0mm,边丝粗一号)及加筋丝(孔径≥边丝,材料同为主导热镀锌或高尔凡不锈钢丝
查看详情中国是全球主要的丝网机械生产的之一,石笼网机能够出入口,其是一般机械设备设备出入口,目前无独特管控规定,关键办理手续及需要办理手续如下所示:一、前期准备工作办理手续确定公司资质:企业需先完成进出口权办理备案,取得对外贸易经营者备案登记表、海关进出口货品收发货人备案回执表,不正规的可授权委托有资质出口
查看详情聚酯六角网机的加工工艺涉及到精密机械设计与机械自动化,关键就在于编制组织、传动装置和自动控制系统的协同运行,并实现聚酯线高效率、平稳地织成六角形网结构。一、关键部件和功能编制组织防拧网部件:根据解拧设计方案避免聚酯线在送料环节中歪曲,保证编制时线缆流畅。拧网设备:将多芯聚酯线按正反面拧基本原理交叉式
查看详情
保证六角网机在生产中的高效率,重点在于设备型号选择配对、加工工艺参数优化、机械自动化与维护保养的数据化管理。利用产品升级和规范操作流程,可明显提高单位体积生产量与产品一致性。一、挑选高适应能力设备,压实高效率基本优先选用数控机床六角网机数控机床设备适用编制主要参数智能化设置与存放,尽可能减少作业员工
查看详情
石笼网机启动时不启动,会涉及电气设备、机械设备、实际操作或安全等各个方面问题。融合公开信息等工业设备常见问题,关键原因包括以下几类:一、电气控制系统难题开关电源出现异常:短路、断相、保险丝烧断或交流接触器常见故障。电机问题:起动电机毁坏、绕阻损坏或布线松脱。操纵线路故障:PLC(可编程控制器)或按键
查看详情
调节聚酯六角网机的张力是保证钢丝网编制品质的关键步骤,张力过大或过小都是会影响钢丝网的平面度、强度和外型。以下属于调节聚酯六角网机张力的详细步骤和注意事项:一、张力调节前期准备工作关机并关闭电源保证设备彻底停止工作,并关闭电源,防止操作中出现意外。查验设备情况确定机械部件(如传动齿轮、传动链条、传动
查看详情
一、控制系统的基本上构成拧花六角网机控制板主要是由控制板电脑主板、开关电源、显示器、功能键、控制器等构成。控制板完全控制马达旋转,操纵马达的转速、转为等,以此来实现工作的目标。二、电线接法电源接线将沟通交流电源线插头插进电源插头,一般控制板插口有L、N、G三个插孔,L为沟通交流电源插头,N为沟通交流
查看详情石笼网机的设备维护成本费需结合设备品质、使用次数与维护对策综合考量,高品质设备相互配合科学合理设备维护可明显减少长期成本,而低质量设备或保护不合理则可能导致高额的潜在性花费。以下属于深入分析:1.设备品质对设备维护成本影响石笼网机的设备维护成本费与其说原料和加工工艺息息相关。若采用回收料或非标准不锈
查看详情